When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
11� C63 AMG; D2 Audi A8; 15� Golf TDi; 97� F350PSD; B6 Audi S4; D1 Audi V8; A2 VW GTi
Does anyone have any worn cam adjusters lying around?
I cross posted this in the tech forum, but the catacombs in Paris see more traffic than the tech forum, so I am posting here too.
As my handle indicates, I am a machinist. I have been looking at the failure mode of these adjusters for a little while now, and I think I can fix the wear. I have a few ideas that might work, and I need some parts to try it on, and more importantly, measure for potential duplication.
I can't help you but sounds like a great idea.
When I first joined the forum the was a guy on eBay selling just the base plate supposedly out of a stronger steel than OEM.
they were a little pricey for most people so gather he just gave up.
11� C63 AMG; D2 Audi A8; 15� Golf TDi; 97� F350PSD; B6 Audi S4; D1 Audi V8; A2 VW GTi
I also have an Audi S4 with similar adjusters made by Hydraulik Ring like the ones in the 156, which also fail in exactly the same way.
Unfortunately, there is no way to economically make these out of a harder steel, as the pin is a bog standard dowel pin. Dowel pins are made out of through hardened tool steel. You�d need to make the plates out of the same or harder stuff to stop the wear, and just the tooling for that is sub-orbital not to mention the machine time. They are likely made from 4140 or 4340 from the factory, which is fairly skookum, but not nearly in the same league as the $0.35 dowel pin that destroys them.
my thinking is that I might be able to machine the bore where that pin fits- out to accept what�s called a drill bushing. Drill bushings are made from the same stuff dowels are, and it�s as hard as a wedding dick.
if that fails, I could potentially acid clean the worn part and tig weld the wear up, and grind the plates flat and parallel after welding and then finish machine the weld in the repaired bore to the correct size. The weld would also be very hard, but not as hard as the drill bushing.
2012 P31 C63 Coupe Trackrat, 2019 GLE63S Coupe Beast
For the record, the catacombs in Paris are among the most popular tourist attractions there. It�s consistently sold out and draws something like half a million visitors a year.
11� C63 AMG; D2 Audi A8; 15� Golf TDi; 97� F350PSD; B6 Audi S4; D1 Audi V8; A2 VW GTi
Originally Posted by BLKROKT
For the record, the catacombs in Paris are among the most popular tourist attractions there. It�s consistently sold out and draws something like half a million visitors a year.
The tech forum is more like Joe Biden�s basement.
I was of course referring to the residents of the catacombs, not the tourists.
I feel he�s inserting the bushing as if it was a sleeve in a block. Itll be a precise fit and wouldnt act as a �bearing� and spin freely.
Theoretically this would work and prevent any adverse effects as the lash gearing metal material stays the same and soft, effects would be localized to just the pin, no further engineering to worry about as long as theres enough material to shave off
11� C63 AMG; D2 Audi A8; 15� Golf TDi; 97� F350PSD; B6 Audi S4; D1 Audi V8; A2 VW GTi
Originally Posted by go team
I feel he�s inserting the bushing as if it was a sleeve in a block. Itll be a precise fit and wouldnt act as a �bearing� and spin freely.
Theoretically this would work and prevent any adverse effects as the lash gearing metal material stays the same and soft, effects would be localized to just the pin, no further engineering to worry about as long as theres enough material to shave off
Precisely.
The hardened steel bushing would be shrunk fit into the enlarged bore and further retained with some red loctite. I would need to either undercut the oil passage under the new bushing, or mill a slot through the bushing, which would negate the shrink fit. This is the ideal scenario, but would be more expensive than just doing some tig welding, and re profiling the worn area in the mill, then spending some quality time on the surface grinder.
It also looks like the plate in question seems to be a separate piece from the Bull Gear portion of the adjuster, so even if the material were compromised during the repair the torque is applied via an unaffected component of the adjuster.
11� C63 AMG; D2 Audi A8; 15� Golf TDi; 97� F350PSD; B6 Audi S4; D1 Audi V8; A2 VW GTi
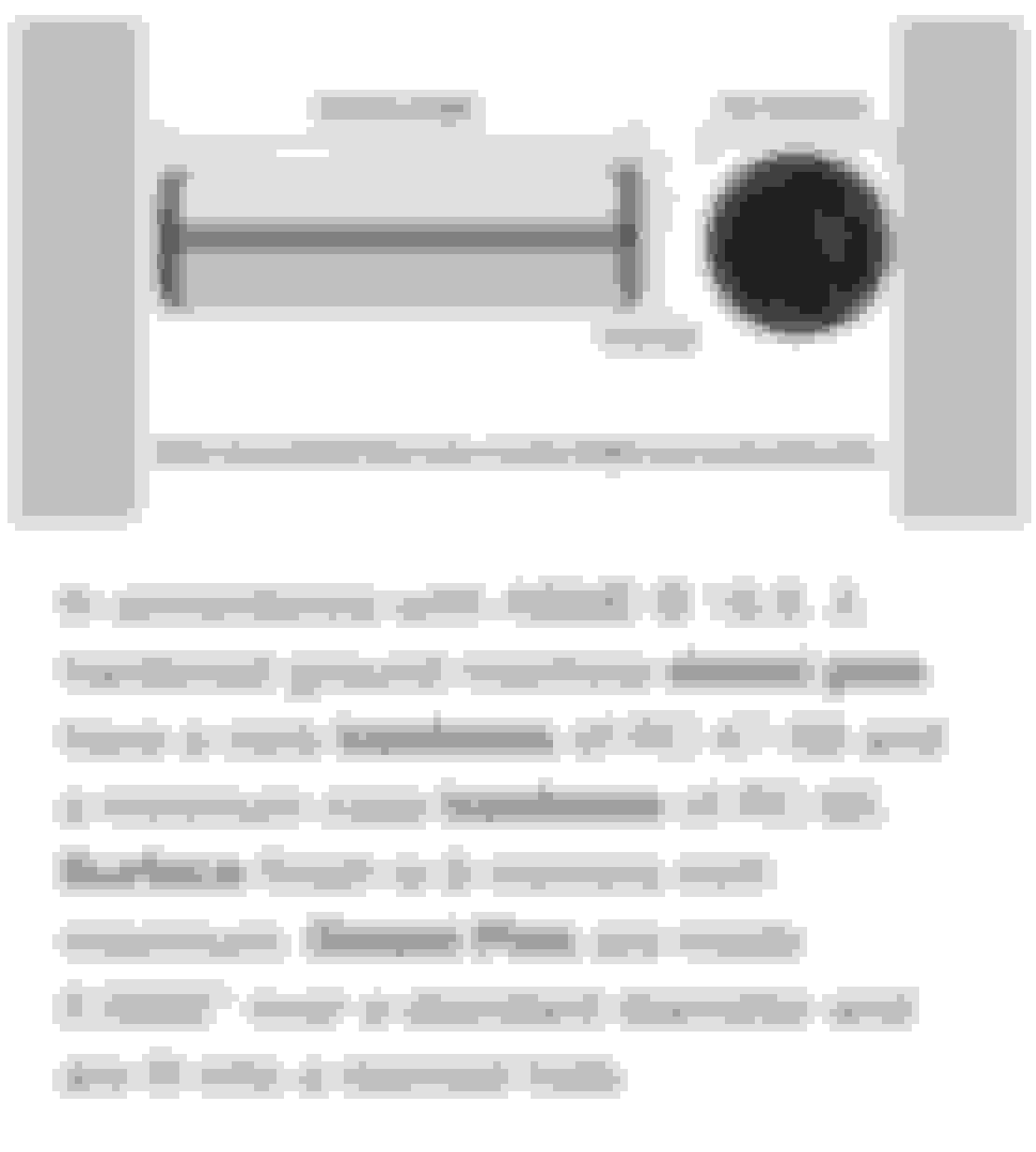
The image seems to be rotated 90 degrees to the left.
This is vaguely what the bushing would look like, sized appropriately of course. This is why I need some of these to play with.
I could probably mill a partial height notch in the bushing with a (tiny) carbide ball end mill to allow oil pressure into the bottom of the bore to eject the dowel when the time is right.
The excess height would be removed in the surface grinder and ground flush with the rest of the existing part.
11� C63 AMG; D2 Audi A8; 15� Golf TDi; 97� F350PSD; B6 Audi S4; D1 Audi V8; A2 VW GTi
I�m making some bold assumptions here, but I did some more digging last night.
Assuming that Hydraulik Ring used a standard(not SAE standard, but an off the shelf metric part) dowel pin for the lock pin (I would have to avoid specially machining another part), standard dowels have a surface hardness of 60ish Rockwell C, and the new bushing would be 61Rc according to this supplier.
They have these bushings for sale for about $10-15 each depending on size and quantity.
Id estimate about 3 hours of machine time (most of it grinding) after initial setup, and an hour of deburring and thorough cleaning afterwards.
10th column over, Rc61 for the new bushing insert. 60Rc for the dowel pin.
What this means, basically, is that Hydraulik Ring chose to increase their profits by about ten bucks for each of these adjusters, rather than producing a part that would have lasted the life of the engine.
If they�d machined the counterbore for the bushing during initial manufacturing, it would have been literally no extra time, because all of the same steps that I will have to take would have already been done anyway during manufacture. Milling the holes and slots, grinding the surface flat, and lapping to achieve a high quality surface finish.
4140 or 4340 can only be hardened to 45ish Rc before you run into problems with the steel becoming brittle. There is no way the engineering team couldn�t have known that these would fail early.
Last edited by The Machinist; Aug 12, 2020 at 11:31 AM.
The hardened steel bushing would be shrunk fit into the enlarged bore and further retained with some red loctite.
Would ~130�C oil cause differences in thermal expansion/contraction of the 2 different metals? If that bushing dislodged, it could cause catastrophic damage.
Would ~130�C oil cause differences in thermal expansion/contraction of the 2 different metals? If that bushing dislodged, it could cause catastrophic damage.
Id think that if the bushing outer diameter was made larger than the provisions on the opposite plate dislodgement wouldnt be as big a factor.
a thought, if the bushing was inset below the surface of the plate, there would be more space for the oil to lubricate the pin as it is advanced/retarded (strikes the plate). doesnt have to be much, maybe like a hundredth of a mil or less
11� C63 AMG; D2 Audi A8; 15� Golf TDi; 97� F350PSD; B6 Audi S4; D1 Audi V8; A2 VW GTi
Originally Posted by Jasonoff
Would ~130�C oil cause differences in thermal expansion/contraction of the 2 different metals? If that bushing dislodged, it could cause catastrophic damage.
Not likely. I will have to heat the plate to 325F and chill the bushing in Liquid nitrogen to shrink it in. The only way it is coming out would be if it were cut out with carbide tooling.
depending on the design of the adjuster, it may be trapped in there anyway. If it were loose it likely wouldn�t be able to go anywhere.
11� C63 AMG; D2 Audi A8; 15� Golf TDi; 97� F350PSD; B6 Audi S4; D1 Audi V8; A2 VW GTi
Originally Posted by go team
Id think that if the bushing outer diameter was made larger than the provisions on the opposite plate dislodgement wouldnt be as big a factor.
a thought, if the bushing was inset below the surface of the plate, there would be more space for the oil to lubricate the pin as it is advanced/retarded (strikes the plate). doesnt have to be much, maybe like a hundredth of a mil or less
The only thing I would be concerned about with leaving the bushing recessed would be a loss of oil pressure around the bottom of the vane. It likely wouldn�t be an issue anyway as oil forms it�s own seal on precision machined surfaces. It�s worth a try in any case I think.
There will be a slot milled in the bushing to allow oil in from the bottom, as in the original design of the part. It has to be there anyway to unlock the pin from the adjuster and allow it to adjust.
These drill bushings also have a slight chamfer at the top so it won�t be a sharp edge.
did anyone get you an adjuster yet? i'll check and see if i have any laying around. I have some M271 adjusters laying around. not sure how similar or different they are lol.
11� C63 AMG; D2 Audi A8; 15� Golf TDi; 97� F350PSD; B6 Audi S4; D1 Audi V8; A2 VW GTi
Originally Posted by roadtalontsi
did anyone get you an adjuster yet? i'll check and see if i have any laying around. I have some M271 adjusters laying around. not sure how similar or different they are lol.
I have not had anyone reach out yet, but I�d be happy to take a look at the 271 adjusters. If they fail similarly to the 156/159 adjusters the repair I proposed would probably work. I make no guarantees on anything or turnaround time at all yet. This is still in the R&D stage.
Id try this on my 156 adjusters, but they don�t rattle yet lol.
I reached out to Tasos Moschatos and he�s got a pile of them there, but I need to clear it with his shop�s manager and figure out how much the shipping would be from where he is to where I am.
If this ends up working out I�ll have to draw up some prints and a procedure so that you guys can take them to your local machine shop to have them do the repair, if it isn�t economical to send them to me.
The only specialized equipment needed is a surface grinder, really. The milling could be done on a Bridgeport with a rotary table, FFS.
Would there be any merit to adding a DLC coating to that area of the plate (or even to both the plate and the dowel)? Some of the data sheets I've found show very good wear performance as compared to pretty much any metal on metal interaction. I was thinking about it as a potential solution for cam wear as well.
11� C63 AMG; D2 Audi A8; 15� Golf TDi; 97� F350PSD; B6 Audi S4; D1 Audi V8; A2 VW GTi
Originally Posted by BalanBro
Would there be any merit to adding a DLC coating to that area of the plate (or even to both the plate and the dowel)? Some of the data sheets I've found show very good wear performance as compared to pretty much any metal on metal interaction. I was thinking about it as a potential solution for cam wear as well.
Im sorry, not familiar with what DLC is referring to.
If it�s an anti-friction coating, I�m honestly not sure. If it�s a wear resistant coating, I do have some experience with those.
I had toyed with the idea of using hard chrome to protect the wear surface. Hard chrome is about 68-72 Rc, and costs about $20-$40 per .001� of thickness, and also requires finish grinding after plating to restore the wear surface. It would really only be worth while to chrome a brand new adjuster.
Hard chrome is the same stuff that appears on the shiny ram rods in hydraulic cylinders on heavy equipment or the shiny part of an airplane�s landing gear. It does have a few caveats though. It doesn�t like being point loaded, and it doesn�t stand up well to impact force because it is so brittle.
If done right, the dowel pin would wear out before the chrome did, and it would take decades. Getting the chrome perfect on the edge where the wear starts would be next to impossible. If I machined the bore where the pin locks into out a few thou to take the chrome plating, I could probably grind it out accurately with a machine called a Jig grinder, and put a radius on the edge of the pin bore and it would likely work.
Problem is that jig grinder time is VERY expensive because the machines are over a million USD for a good Swiss made one. They are also very slow due to the very small size and very high speed that the grinding wheel is/operates at.
Another option for anti wear coating would be HVOF, or High Velocity Oxy-Fuel which is basically using a super heated jet of plasma to deposit a thin layer of tungsten-carbide to the area in question. I�ve finish ground some landing gear with HVOF instead of chrome on the damper piston and they virtually never wear out.
HVOF is a cheaper process than chrome, and is even more durable, but costs 2x as much to machine because you need to use diamond grinding wheels to machine it.
Ive got to go put my Mercedes on the boat so I can get to the facility where I work. I�ll elaborate further while aboard. It�s a half hour ride.
11� C63 AMG; D2 Audi A8; 15� Golf TDi; 97� F350PSD; B6 Audi S4; D1 Audi V8; A2 VW GTi
Look, a sideways Mercedes on a sideways boat.
Ok, DLC coatings. The internet has educated me. Come to find out I am familiar with the process, not the acronym.
Due to their minimal thickness, no post machining operation seems to be required. It is similar to anodizing a piece of aluminum(a dubious process at best).
It is an IVD process, meaning that it is deposited on the part electrically in a partial vacuum where the coating is an a vapor form.
I think it is absolutely worth a try as long as the surface finish and flatness requirement can be obtained without further operations.
It's relatively new to me, as I'm more familiar with the vapor deposition processes used on cutting tools, like TiN or similar. DLC is supposed to give diamond-like hardness at the surface level, and some of the data sheets suggest very low wear in addition to low friction.
It really depends on the failure mode of the plates though. If it fails purely from wear, I think DLC is promising (...for example, with the M156 camshaft lobes/lifters. I suspect DLC might be what's on the M159 black series lifters). If there is also deformation taking place however, then the underlying plate material below the DLC may still yield and cause issues.
11� C63 AMG; D2 Audi A8; 15� Golf TDi; 97� F350PSD; B6 Audi S4; D1 Audi V8; A2 VW GTi
I don�t think it�s from deformation, honestly. If it were deformation, that would leave high metal on the surface where those vanes are supposed to slide back and forth. That would effectively seize the adjuster and it wouldn�t make any noise at all.
Tasos has a video about the adjusters the �long version�, which shows 2 pair of them in various states of wear.
It looks like the wear starts at the top of the bore on the sharp corner where the dowel catches every time it goes by. Those dowels have a tiny chamfer on the ends, and a radius would be better from a wear standpoint.
After the wear starts, it just gets worse and worse until there is nothing left of the bore but a smooth ramp up to the rest of the plate surface.
I hadn�t thought of Titanium Nitride before. I wonder if it can be applied to a very high surface finish. All of the cutting tools and compressor blades I�ve seen have a matte kind of finish which would wear the rotary vane out very quickly.
From the pictures I�ve seen of DLC, actually on a camshaft as a matter of fact, it was a mirror finish. Perfect.
Maybe when I repair one of these adjusters, we try it (the coating) and open it back up after 30-40k and see what it looks like.
Yea, I was really surprised to see that they left chamfers on both ends of the pin. A radius would greatly improve wear by distributing pressure. Ideally if there was a small radius on both, it would greatly prolong the life of an anti-wear coating, which tend to be very thin.
Regarding surface finish, yes, you can still have a highly polished finish with Titanium Nitride. In the orthopedic joint replacement industry where I work, there are products on the market using highly polished knee bearings with TiN coating as a wear reducing surface against a polyethylene bearing surface. My understanding is the DLC coatings can achieve a similar finish, maybe even a little better. There's a company in the US call Ionbond that specializes in these coatings. They should have some information on what can be achieved.
11� C63 AMG; D2 Audi A8; 15� Golf TDi; 97� F350PSD; B6 Audi S4; D1 Audi V8; A2 VW GTi
Sounds like we have a plan. Now we just need someone to donate some worn out adjusters lol.
Do you know if MB ever fixed the soft cam issue? Or was that a thing up until AMG stopped making the 156?
I know they revised the lifters for the 159, which are available from weistec, for $31 each or $62 each for the black series ones.
Oddly enough, the OEM manufacturer(the company that MB buys them from) INA out of Japan sells them at an MSRP of about $7 each.
They also look suspiciously identical to the ones from old school VW engines from the 80s and 90�s. Those are also in the same ballpark. $8 a piece. I have a set of lifters from a VW and I am going to compare them to the ones in the 156 when I get my covers off.
Im all for folks making a living, but they aren�t going to make a killing off of me. I think a lot of these parts jobbers see the 3 point star and just arbitrarily tack on a 300% markup.
For the record, I have no intention on raking anyone over the coals if they want me to do this repair to their adjusters if it all works out. Parts for cost, and a reasonable labor rate.
Mercedes SLR McLaren 722 S Is Extremely Rare Example Modified by McLaren
Slideshow: A one-of-one U.S.-spec Mercedes-Benz SLR McLaren Roadster became even rarer after a factory-backed transformation at McLaren's headquarters.